新聞動態(tài)
聯(lián)系我們
廣州鴻華智能裝備有限公司
-
地址:廣州市花都區(qū)廣州國際空港中心綠港南三街2號3棟516室
手機:18027153106
-
咨詢熱線
020-36859701
圓度介紹與圓度的測量方法
發(fā)布時間:2019.09.06 閱讀量:7180
圓度簡介
圓度是指工件的橫截面接近理論圓的程度,最大半徑與最小半徑之差為0時,圓度為0,測量工具為圓度儀,用途是測環(huán)形工件的圓度。
地質(zhì)學(xué)名詞
顆粒棱角越多越尖銳則圓度越差;反之棱角圓滑,圓度就好。碎屑顆粒圓度可用公式P=Σr/N·R計算求出。式中Σr=r1+r2+r3……+rn為顆粒各角的曲率顆粒最大投影面上圓度的測量半徑總和,R為該顆粒輪廓內(nèi)最大內(nèi)接圓半徑,N為所測角的曲率半徑的數(shù)目。盧賽爾等(1937年)曾分出五種顆粒類型:棱角狀、次棱角狀、次圓狀、圓狀、極圓狀,并提出相應(yīng)的圓度數(shù)值。當(dāng)對碎屑沉積物的圓度作整體分析時,要求出所有碎屑的平均圓度,這時,可統(tǒng)計各類圓度等級的顆粒數(shù)按加權(quán)平均法求其平均圓度即可。主要功能
評定原則
圓度誤差評定有4種主要方法:
①最小區(qū)域法:以包容被測圓輪廓的半徑差為最小的兩同心圓的半徑差作為圓度誤差。
②最小二乘圓法:以被測圓輪廓上相應(yīng)各點至圓周距離的平方和為最小的圓的圓心為圓心,所作包容被測圓輪廓的兩同心圓的半徑差即為圓度誤差。
③最小外接圓法:只適用于外圓。以包容被測圓輪廓且半徑為最小的外接圓圓心為圓心,所作包容被測圓輪廓的兩同心圓半徑差即為圓度誤差。
圓度測量方法主要有回轉(zhuǎn)軸法、三點法、兩點法、投影法和坐標(biāo)法、直接利用數(shù)據(jù)采集儀連接百分表法。
1、回轉(zhuǎn)軸法
利用精密軸系中的軸回轉(zhuǎn)一周所形成的圓軌跡(理想圓)與被測圓比較,兩圓半徑上的差值由電學(xué)式長度傳感器轉(zhuǎn)換為電信號,經(jīng)電路處理和電子計算機計算后由顯示儀表指示出圓度誤差,或由記錄器記錄出被測圓輪廓圖形。回轉(zhuǎn)軸法有傳感器回轉(zhuǎn)和工作臺回轉(zhuǎn)兩種形式。前者適用于高精度圓度測量,后者常用于測量小型工件。按回轉(zhuǎn)軸法設(shè)計的圓度測量工具稱為圓度儀。
2、三點法
常將被測工件置于V形塊中進行測量。測量時,使被測工件在V形塊中回轉(zhuǎn)一周,從測微儀(見比較儀)讀出最大示值和最小示值,兩示值差之半即為被測工件外圓的圓度誤差。此法適用于測量具有奇數(shù)棱邊形狀誤差的外圓或內(nèi)圓,常用2α 角為90°、120°或72°、108°的兩塊V形塊分別測量。
3、兩點法
常用千分尺、比較儀等測量,以被測圓某一截面上各直徑間最大差值之半作為此截面的圓度誤差。此法適于測量具有偶數(shù)棱邊形狀誤差的外圓或內(nèi)圓。
4、投影法
常在投影儀上測量,將被測圓的輪廓影像與繪制在投影屏上的兩極限同心圓比較,從而得到被測件的圓度誤差。此法適用于測量具有刃口形邊緣的小型工件。
5、坐標(biāo)法
一般在帶有電子計算機的三坐標(biāo)測量機上測量。按預(yù)先選擇的直角坐標(biāo)系統(tǒng)測量出被測圓上若干點的坐標(biāo)值x、y,通過電子計算機按所選擇的圓度誤差評定方法計算出被測圓的圓度誤差。
6、利用數(shù)據(jù)采集儀連接百分表法
測量儀器:偏擺儀、數(shù)據(jù)采集儀。
測量原理:數(shù)據(jù)采集儀會從百分表中自動讀取測量數(shù)據(jù)的最大值跟最小值,然后由數(shù)據(jù)采集儀軟件里的計算軟件自動計算出所測產(chǎn)品的圓度誤差。
優(yōu)勢:
1)以較低的成本提高測量效率:與類似產(chǎn)品比較,其成本非常低,測量效率有較大的提高;
2)提高測量的準(zhǔn)確性:傳統(tǒng)方式采用測量人員的目視觀看的方法容易導(dǎo)致錯誤的測量結(jié)果;
3)數(shù)據(jù)可追溯:保存數(shù)據(jù)記錄,并可進行追溯與分析,傳統(tǒng)模式由于無實時的記錄,可追溯性較差分析;
4)可裝配多個指示表,同時進行檢測,可更大程度上提高檢測的效率
測量儀器很多,然而使用不同儀器會產(chǎn)生不同測量誤差。本文介紹了用光學(xué)分度頭測量圓度誤差時所建立的數(shù)學(xué)模型,分析了各種誤差對測量誤差的影響,從而為在保證測量精度的同時降低測量成本提供了理論依據(jù)。
圓度誤差的測量
測量方法
圓度誤差的評定方法有4種:最小包容區(qū)域法,最小外接圓法,最大內(nèi)切圓法,最小二乘法。由于最小二乘法簡便易行, 長期以來甚為流行。測量圓度誤差的方法雖有多種,但最為合理、用得最多的是半徑法。為此,通過采用半徑測量法在光學(xué)分度頭上用千分表測量圓度誤差,并對測量數(shù)據(jù)進行最小二乘法計算,以求得圓度誤差值。
測量時,將被測量工件頂在光學(xué)分度頭的兩頂尖間, 將指示表置于被測量橫截面上,測量其半徑的變化量Δr,即利用光學(xué)分度頭將被測圓周等分成n個測量點,當(dāng)每轉(zhuǎn)過一個θ=360°/n角時,從指示表上讀出該點相對于某一半徑R0的偏差值Δr,由此測得所有數(shù)據(jù)Δri。
建立數(shù)學(xué)模型
見圖1,若實際被測表面的位置用極坐標(biāo)(ri,θi)來表示,則
ri=ecos(θi-α)+[(R+Δri)2-e2sin(θi-α)]1/2。..........(1)
式中:i--測點數(shù),i=1,2,……,n
Δri--半徑偏差觀察值;
e--最小二乘圓圓心O1(a,b)的偏移量,a=ecosα,b=esinα。
由于圓度誤差精度測量的特點,在測量之前必須調(diào)整零件的回轉(zhuǎn)軸線,使a,b之值較小,滿足“小偏差假設(shè)”, 并且零件的圓度誤差和其半徑相比是微量,稱為“小誤差情況”,于是式(1)近似為ri=e(θi-α)+R+Δri,因此根據(jù)最小二乘法原理有
E2=∑ni=1Δr2i=∑ni=1〔ri-R-ecos(θi-α)〕2=min。…(2)
根據(jù)?э(E2)/эR=0,э(E2)/эe=0,э(E2)/эα=0,可得
∑ni=1ri-nR-e∑ni=1cos(θi-α)=0
∑ni=1ricos(θi-α)-R∑ni=1cos(θi-α)-e∑ni=1cos2(θi-α)=0 ....(3)
∑ni=1risin(θi-α)-R∑ni=1sin(θi-α)-e∑ni=1cos(θi-α)sin(θi-α)=0。
如果各測點均布圓周,且n充分大,則
∑ni=1cos(θi-α)=0,∑ni=1sin(θi-α)=0,
∑ni=1cos2(θi-α)=n/2,∑ni=1sin2(θi-α)=n/2,
∑ni=1cos(θi-α)sin(θi-α)=0,經(jīng)簡化計算,式(3)的解為
a=2/n∑ni=1Δricosθi
b=2n∑ni=1Δrisinθi
Δr=1/n∑ni=1Δri
R=R0+Δr。...........................(4)
于是,被測圓上各點到最小二乘圓之徑向距離為εi=Δri-Δr-acosθi-bsinθi,則圓度誤差為Δf0=εmax-εmin。
誤差分析
量儀的回轉(zhuǎn)精度引起的誤差
回轉(zhuǎn)軸線在回轉(zhuǎn)過程中,對軸線平均位置的相對位移即為回轉(zhuǎn)誤差運動。誤差運動使回轉(zhuǎn)軸在每一瞬時發(fā)生軸向竄動和徑向跳動,使被測工件一轉(zhuǎn)內(nèi)的采樣點不全在一個橫截面內(nèi),從而使各采樣點間的相關(guān)性降低。但是,由于軸向竄動一般很小,而實際工件被測表面是平滑的,測頭在被測表面采樣時,也不可能是純粹的點接觸,而是小面積接觸,因此軸向竄動對測量精度的影響可以忽略。
徑向跳動誤差將直接傳遞到采樣數(shù)據(jù)Δri中,進而影響最小二乘圓心坐標(biāo)的計算精度。由式(4)可得〔2〕da=db<2d√nd(Δrmax)。因此, 徑線回轉(zhuǎn)精度是圓度誤差測量中極為重要的精度指標(biāo)。對于光學(xué)分度頭,是用頂尖裝夾工件,其回轉(zhuǎn)精度則由頂尖精度和被測工件頂尖孔的形狀精度共同決定。
偏心e引起的誤差
由于測量時的回轉(zhuǎn)中心O與最小二乘圓的圓心O1不重合,存在偏心e=OO1,式(2)中Δri=ri-R-ecos(θi-α)是式(1)用R+Δri代替[(R+Δri)2-e2sin2(θi-α)]1/2(其中α=arctgb/a)得到的,所以e引起的誤差為δe=R+Δri-[(R+Δri)2-e2sin2(θi-α)]1/2,把上式展開成Talor級數(shù)得δe=e2/2(R+Δri)sin2(θi-α),因sin2(θi-α)≤1,且R+Δri≈ri,則δemax=e2/2ri。由于e是微米級,ri是毫米級,所以此項誤差一般很小,可忽略。
測頭安裝誤差
測頭安裝誤差示意見圖2。當(dāng)測頭的位置不通過被測工件的軸線而偏離距離為Δ時,則相應(yīng)的偏離角為:θ=arcsinΔR,若被測表面半徑有增量Δr時,測頭的實際位移為AB,其測量誤差δθ=AB-Δr,因為Δr,AB<
由于θ角很小,用θ弧度值代替sin(θ/2)得δθ=AB-Δr≈2sin2(θ/2)Δr=θ2/2Δr。因此,測頭安裝誤差很關(guān)鍵,尤其在測小直徑時必須注意測頭位置。通常應(yīng)使θ≤10°,即e/R≤0.15,此時δθ≤2%。
測點數(shù)對測量誤差的影響
由于在輪廊上實測有限數(shù)量的點來代替被測實際輪廊的全貌,在原理上就存在了誤差。為了減少此誤差, 應(yīng)合理選擇測點數(shù)。用計算機對圓度諧波進行模擬,利用數(shù)值積分可以求出對應(yīng)于一定諧波時各種測點的不確定度,隨測點數(shù)增加,測量不確定度下降。
綜上所述,用最小二乘法計算圓度誤差,采用分度頭測量時,儀器的回轉(zhuǎn)精度、測頭的安裝誤差及測點數(shù)是產(chǎn)生測量誤差的主要因素。應(yīng)盡量設(shè)法減少其影響,從而提高測量精度。
現(xiàn)場圓度測量,方法通常有三種:1、標(biāo)準(zhǔn)設(shè)備,如圓度儀等;2、兩點、三點法測量,測量方法見國家標(biāo)準(zhǔn)“GB/T 4380-1984:確定圓度誤差的方法 二點、三點法”;3、近似測量,如千分尺,帶表卡規(guī)等。
——總結(jié)
圓度是指工件的橫截面接近理論圓的程度,最大半徑與最小半徑之差為0時,圓度為0,測量工具為圓度儀,用途是測環(huán)形工件的圓度。
地質(zhì)學(xué)名詞
顆粒棱角越多越尖銳則圓度越差;反之棱角圓滑,圓度就好。碎屑顆粒圓度可用公式P=Σr/N·R計算求出。式中Σr=r1+r2+r3……+rn為顆粒各角的曲率顆粒最大投影面上圓度的測量半徑總和,R為該顆粒輪廓內(nèi)最大內(nèi)接圓半徑,N為所測角的曲率半徑的數(shù)目。盧賽爾等(1937年)曾分出五種顆粒類型:棱角狀、次棱角狀、次圓狀、圓狀、極圓狀,并提出相應(yīng)的圓度數(shù)值。當(dāng)對碎屑沉積物的圓度作整體分析時,要求出所有碎屑的平均圓度,這時,可統(tǒng)計各類圓度等級的顆粒數(shù)按加權(quán)平均法求其平均圓度即可。主要功能
可快速測環(huán)形工件的圓度、表面波紋度(Wc、Wp、Wv、Wt、Wa、Wq、Swm)、譜分析、波高分析、、同心度、垂直度、同軸度、平行度、平面度、軸彎曲度、偏心、跳動量等。
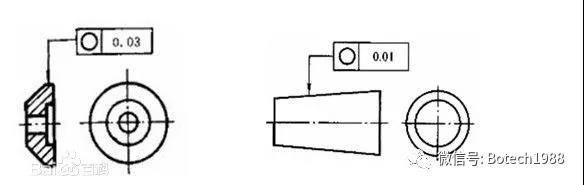
圓度是限制實際圓對理想圓變動量的一項指標(biāo),其公差帶是以公差值t為半徑差的兩同心圓之間的區(qū)域。圓度公差屬于形狀公差,圓度誤差值不大于相應(yīng)的公差值,則認(rèn)為合格,下圖為圓度公差標(biāo)注圖:
評定原則
圓度誤差評定有4種主要方法:
①最小區(qū)域法:以包容被測圓輪廓的半徑差為最小的兩同心圓的半徑差作為圓度誤差。
②最小二乘圓法:以被測圓輪廓上相應(yīng)各點至圓周距離的平方和為最小的圓的圓心為圓心,所作包容被測圓輪廓的兩同心圓的半徑差即為圓度誤差。
③最小外接圓法:只適用于外圓。以包容被測圓輪廓且半徑為最小的外接圓圓心為圓心,所作包容被測圓輪廓的兩同心圓半徑差即為圓度誤差。
④最大內(nèi)接圓法:只適用于內(nèi)圓。以內(nèi)接于被測圓輪廓且半徑為最大的內(nèi)接圓圓心為圓心,所作包容被測圓輪廓兩同心圓的半徑差即為圓度誤差.
圓度測量方法主要有回轉(zhuǎn)軸法、三點法、兩點法、投影法和坐標(biāo)法、直接利用數(shù)據(jù)采集儀連接百分表法。
1、回轉(zhuǎn)軸法
利用精密軸系中的軸回轉(zhuǎn)一周所形成的圓軌跡(理想圓)與被測圓比較,兩圓半徑上的差值由電學(xué)式長度傳感器轉(zhuǎn)換為電信號,經(jīng)電路處理和電子計算機計算后由顯示儀表指示出圓度誤差,或由記錄器記錄出被測圓輪廓圖形。回轉(zhuǎn)軸法有傳感器回轉(zhuǎn)和工作臺回轉(zhuǎn)兩種形式。前者適用于高精度圓度測量,后者常用于測量小型工件。按回轉(zhuǎn)軸法設(shè)計的圓度測量工具稱為圓度儀。
2、三點法
常將被測工件置于V形塊中進行測量。測量時,使被測工件在V形塊中回轉(zhuǎn)一周,從測微儀(見比較儀)讀出最大示值和最小示值,兩示值差之半即為被測工件外圓的圓度誤差。此法適用于測量具有奇數(shù)棱邊形狀誤差的外圓或內(nèi)圓,常用2α 角為90°、120°或72°、108°的兩塊V形塊分別測量。
3、兩點法
常用千分尺、比較儀等測量,以被測圓某一截面上各直徑間最大差值之半作為此截面的圓度誤差。此法適于測量具有偶數(shù)棱邊形狀誤差的外圓或內(nèi)圓。
4、投影法
常在投影儀上測量,將被測圓的輪廓影像與繪制在投影屏上的兩極限同心圓比較,從而得到被測件的圓度誤差。此法適用于測量具有刃口形邊緣的小型工件。
5、坐標(biāo)法
一般在帶有電子計算機的三坐標(biāo)測量機上測量。按預(yù)先選擇的直角坐標(biāo)系統(tǒng)測量出被測圓上若干點的坐標(biāo)值x、y,通過電子計算機按所選擇的圓度誤差評定方法計算出被測圓的圓度誤差。
6、利用數(shù)據(jù)采集儀連接百分表法
測量儀器:偏擺儀、數(shù)據(jù)采集儀。
測量原理:數(shù)據(jù)采集儀會從百分表中自動讀取測量數(shù)據(jù)的最大值跟最小值,然后由數(shù)據(jù)采集儀軟件里的計算軟件自動計算出所測產(chǎn)品的圓度誤差。
優(yōu)勢:
1)以較低的成本提高測量效率:與類似產(chǎn)品比較,其成本非常低,測量效率有較大的提高;
2)提高測量的準(zhǔn)確性:傳統(tǒng)方式采用測量人員的目視觀看的方法容易導(dǎo)致錯誤的測量結(jié)果;
3)數(shù)據(jù)可追溯:保存數(shù)據(jù)記錄,并可進行追溯與分析,傳統(tǒng)模式由于無實時的記錄,可追溯性較差分析;
4)可裝配多個指示表,同時進行檢測,可更大程度上提高檢測的效率
5)可根據(jù)規(guī)格指標(biāo),自動提示測量的結(jié)果(NG或PASS)
測量儀器很多,然而使用不同儀器會產(chǎn)生不同測量誤差。本文介紹了用光學(xué)分度頭測量圓度誤差時所建立的數(shù)學(xué)模型,分析了各種誤差對測量誤差的影響,從而為在保證測量精度的同時降低測量成本提供了理論依據(jù)。
圓度誤差的測量
測量方法
圓度誤差的評定方法有4種:最小包容區(qū)域法,最小外接圓法,最大內(nèi)切圓法,最小二乘法。由于最小二乘法簡便易行, 長期以來甚為流行。測量圓度誤差的方法雖有多種,但最為合理、用得最多的是半徑法。為此,通過采用半徑測量法在光學(xué)分度頭上用千分表測量圓度誤差,并對測量數(shù)據(jù)進行最小二乘法計算,以求得圓度誤差值。
測量時,將被測量工件頂在光學(xué)分度頭的兩頂尖間, 將指示表置于被測量橫截面上,測量其半徑的變化量Δr,即利用光學(xué)分度頭將被測圓周等分成n個測量點,當(dāng)每轉(zhuǎn)過一個θ=360°/n角時,從指示表上讀出該點相對于某一半徑R0的偏差值Δr,由此測得所有數(shù)據(jù)Δri。
建立數(shù)學(xué)模型
見圖1,若實際被測表面的位置用極坐標(biāo)(ri,θi)來表示,則
ri=ecos(θi-α)+[(R+Δri)2-e2sin(θi-α)]1/2。..........(1)
式中:i--測點數(shù),i=1,2,……,n
Δri--半徑偏差觀察值;
e--最小二乘圓圓心O1(a,b)的偏移量,a=ecosα,b=esinα。
由于圓度誤差精度測量的特點,在測量之前必須調(diào)整零件的回轉(zhuǎn)軸線,使a,b之值較小,滿足“小偏差假設(shè)”, 并且零件的圓度誤差和其半徑相比是微量,稱為“小誤差情況”,于是式(1)近似為ri=e(θi-α)+R+Δri,因此根據(jù)最小二乘法原理有
E2=∑ni=1Δr2i=∑ni=1〔ri-R-ecos(θi-α)〕2=min。…(2)
根據(jù)?э(E2)/эR=0,э(E2)/эe=0,э(E2)/эα=0,可得
∑ni=1ri-nR-e∑ni=1cos(θi-α)=0
∑ni=1ricos(θi-α)-R∑ni=1cos(θi-α)-e∑ni=1cos2(θi-α)=0 ....(3)
∑ni=1risin(θi-α)-R∑ni=1sin(θi-α)-e∑ni=1cos(θi-α)sin(θi-α)=0。
如果各測點均布圓周,且n充分大,則
∑ni=1cos(θi-α)=0,∑ni=1sin(θi-α)=0,
∑ni=1cos2(θi-α)=n/2,∑ni=1sin2(θi-α)=n/2,
∑ni=1cos(θi-α)sin(θi-α)=0,經(jīng)簡化計算,式(3)的解為
a=2/n∑ni=1Δricosθi
b=2n∑ni=1Δrisinθi
Δr=1/n∑ni=1Δri
R=R0+Δr。...........................(4)
于是,被測圓上各點到最小二乘圓之徑向距離為εi=Δri-Δr-acosθi-bsinθi,則圓度誤差為Δf0=εmax-εmin。
誤差分析
量儀的回轉(zhuǎn)精度引起的誤差
回轉(zhuǎn)軸線在回轉(zhuǎn)過程中,對軸線平均位置的相對位移即為回轉(zhuǎn)誤差運動。誤差運動使回轉(zhuǎn)軸在每一瞬時發(fā)生軸向竄動和徑向跳動,使被測工件一轉(zhuǎn)內(nèi)的采樣點不全在一個橫截面內(nèi),從而使各采樣點間的相關(guān)性降低。但是,由于軸向竄動一般很小,而實際工件被測表面是平滑的,測頭在被測表面采樣時,也不可能是純粹的點接觸,而是小面積接觸,因此軸向竄動對測量精度的影響可以忽略。
徑向跳動誤差將直接傳遞到采樣數(shù)據(jù)Δri中,進而影響最小二乘圓心坐標(biāo)的計算精度。由式(4)可得〔2〕da=db<2d√nd(Δrmax)。因此, 徑線回轉(zhuǎn)精度是圓度誤差測量中極為重要的精度指標(biāo)。對于光學(xué)分度頭,是用頂尖裝夾工件,其回轉(zhuǎn)精度則由頂尖精度和被測工件頂尖孔的形狀精度共同決定。
偏心e引起的誤差
由于測量時的回轉(zhuǎn)中心O與最小二乘圓的圓心O1不重合,存在偏心e=OO1,式(2)中Δri=ri-R-ecos(θi-α)是式(1)用R+Δri代替[(R+Δri)2-e2sin2(θi-α)]1/2(其中α=arctgb/a)得到的,所以e引起的誤差為δe=R+Δri-[(R+Δri)2-e2sin2(θi-α)]1/2,把上式展開成Talor級數(shù)得δe=e2/2(R+Δri)sin2(θi-α),因sin2(θi-α)≤1,且R+Δri≈ri,則δemax=e2/2ri。由于e是微米級,ri是毫米級,所以此項誤差一般很小,可忽略。
測頭安裝誤差
測頭安裝誤差示意見圖2。當(dāng)測頭的位置不通過被測工件的軸線而偏離距離為Δ時,則相應(yīng)的偏離角為:θ=arcsinΔR,若被測表面半徑有增量Δr時,測頭的實際位移為AB,其測量誤差δθ=AB-Δr,因為Δr,AB<
由于θ角很小,用θ弧度值代替sin(θ/2)得δθ=AB-Δr≈2sin2(θ/2)Δr=θ2/2Δr。因此,測頭安裝誤差很關(guān)鍵,尤其在測小直徑時必須注意測頭位置。通常應(yīng)使θ≤10°,即e/R≤0.15,此時δθ≤2%。
測點數(shù)對測量誤差的影響
由于在輪廊上實測有限數(shù)量的點來代替被測實際輪廊的全貌,在原理上就存在了誤差。為了減少此誤差, 應(yīng)合理選擇測點數(shù)。用計算機對圓度諧波進行模擬,利用數(shù)值積分可以求出對應(yīng)于一定諧波時各種測點的不確定度,隨測點數(shù)增加,測量不確定度下降。
綜上所述,用最小二乘法計算圓度誤差,采用分度頭測量時,儀器的回轉(zhuǎn)精度、測頭的安裝誤差及測點數(shù)是產(chǎn)生測量誤差的主要因素。應(yīng)盡量設(shè)法減少其影響,從而提高測量精度。
現(xiàn)場圓度測量,方法通常有三種:1、標(biāo)準(zhǔn)設(shè)備,如圓度儀等;2、兩點、三點法測量,測量方法見國家標(biāo)準(zhǔn)“GB/T 4380-1984:確定圓度誤差的方法 二點、三點法”;3、近似測量,如千分尺,帶表卡規(guī)等。
——總結(jié)
推薦資訊
2024-10-11
2024-09-29
2024-08-09
